Valve RMAs are rarely caused by manufacturing defects. Most are traced to application or specification mismatches identified during post-failure analysis, despite efforts to reduce valve RMAs. In most cases, the valve performed within its documented design basis and test limits.
For valve distributors, RMAs are one of the fastest ways to lose margin and credibility at the same time. Freight costs, restocking fees, rework, engineering review, customer downtime, and finger-pointing all accumulate rapidly. Worse, many RMAs feel unavoidable when they are actually preventable.
The pattern is consistent. The valve was sized by pipe size instead of flow. A pressure or temperature detail was assumed. Material compatibility was oversimplified. Installation constraints were never discussed. By the time the issue shows up, the valve is already installed, or worse, already failed.
This guide focuses on the practical sizing and specification questions that reduce valve RMAs at the quoting stage, without slowing your team down or turning every order into a full engineering project.
What Is an RMA?
RMA stands for Return Merchandise Authorization. In valve distribution, an RMA is the formal process used to return a valve after shipment because it is believed to be defective, incorrect, or unsuitable for the application.
An RMA typically occurs after installation or commissioning, when issues such as leakage, noise, unstable control, or failure to meet flow or pressure requirements appear. The valve is returned for inspection, where it is often found to be operating within published design limits.
For distributors, an RMA is more than a return. It represents lost margin, added labor, freight costs, project delays, and strained customer relationships. Because these costs accumulate regardless of whether the valve is deemed defective, RMAs should be treated as preventable application failures rather than unavoidable product issues.
The Real Cost of Valve RMAs for Distributors
From an engineering standpoint, RMAs represent early-life failures driven by application mismatch rather than random wear-out, which increases total lifecycle costs and distorts reliability metrics.
A single incorrectly selected valve can trigger:
- Emergency re-quotes
- Expedited shipping costs
- Field labor delays
- Lost customer confidence
- Supplier relationship strain
Most distributors know this, yet RMAs persist because quoting speed often wins over specification discipline. The goal is not to ask more questions. It is to ask better questions, earlier, and in a consistent order.
Most Valve RMAs Share the Same Root Causes
When you strip away the paperwork, most valve RMAs fall into a small number of categories:
- Valve is oversized or undersized for actual operating flow
- Pressure rating is exceeded under real conditions, including startup, shutdown, or transient pressure spikes
- Temperature derating of body and valve internals were ignored
- Material is incompatible with media, additives, or cleaning chemicals
- Actuation does not match actual service requirements, including torque under differential pressure, duty cycle, or fail safe behavior.
- Installation orientation or piping layout causes unintended mechanical stress
None of these issues are visible on a packing slip. They are visible only when the right information is captured up front.
Start With Sizing, Not Line Size
One of the most common and expensive mistakes is sizing a valve strictly by pipe size.
Pipe size describes the physical layout of the system, but it does not define flow rate, pressure drop, velocity, or controllability.
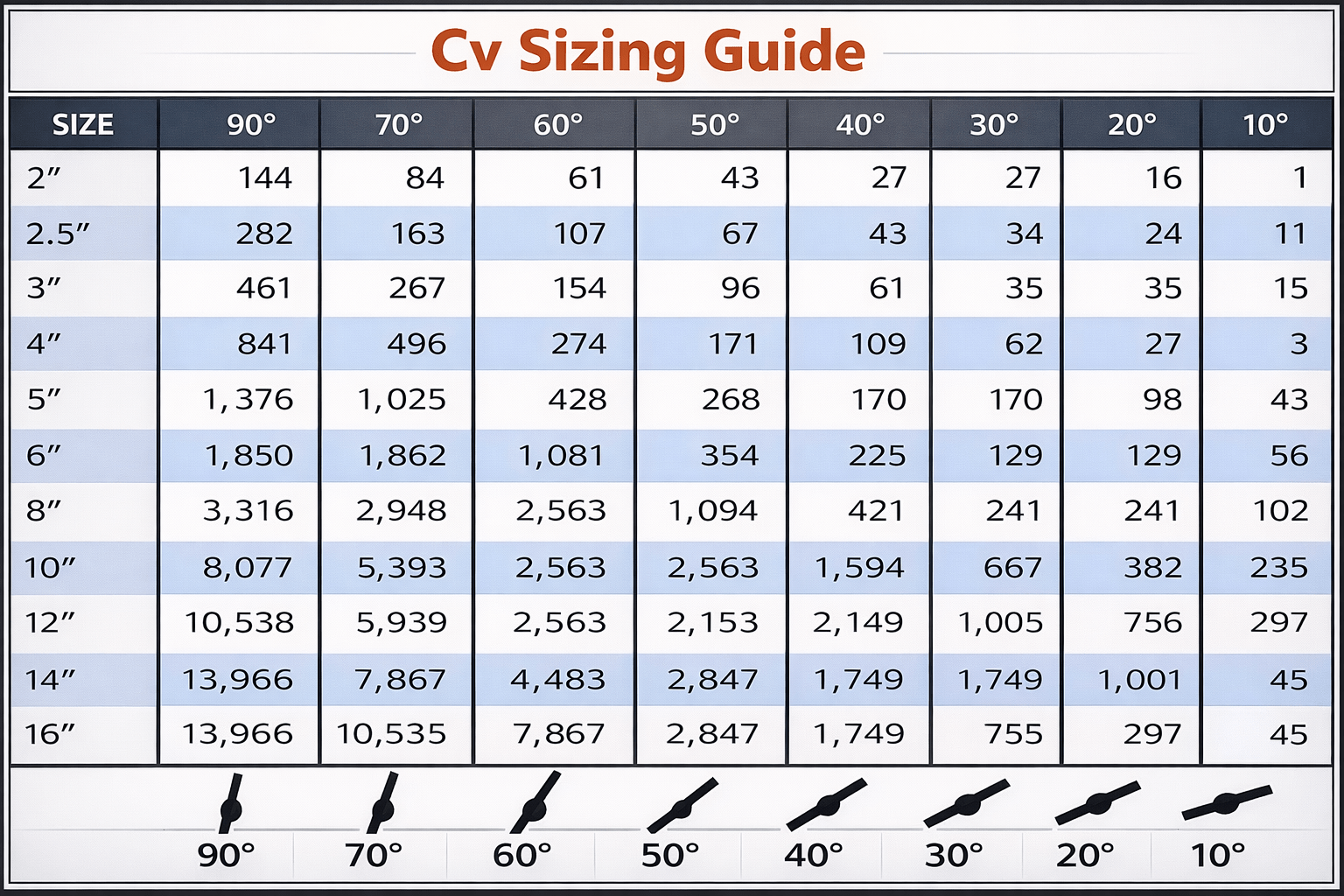
General Cv sizing guide you distributors and engineers can reference:
Why line-size sizing fails
When a valve is oversized:
- Flow velocity drops, reducing control authority
- Seat loading becomes uneven at low valve travel, accelerating localized wear and leakage.
- Unstable flow regimes lead to chatter, hunting, or incomplete seating during operation.
- Cavitation and noise increase at partial opening
When a valve is undersized:
- Pressure drop increases beyond allowable design limits
- Flow demand is never met under normal operating conditions
- Valves operate at their limits continuously
Both scenarios lead to premature failure and RMAs that look like product issues.
Core sizing questions that prevent RMAs
- What is the normal operating flow rate?
- What is the maximum flow requirement?
- What is the available differential pressure across the valve?
- Is the service on/off or throttling?
Even approximate answers dramatically improve valve selection compared to pipe size alone.
Cv Is Not Optional for Reliable Selection
Cv is often treated as an engineering-only detail. In reality, it is one of the simplest tools for preventing RMAs.
A valve with the wrong Cv will still install. It will still pass dimensional, pressure, and electrical inspection. It will still ship on time. What it won’t do is operate correctly in the system.
Because Cv directly determines how much flow a valve can deliver at a given differential pressure, errors in Cv selection only become visible once the valve is in service, where correction is costly and disruptive.
What goes wrong when Cv is ignored
- Oversized Cv causes poor controllability, low-resolution control and accelerated seat erosion due to operation near the closed position
- Undersized Cv causes chronic pressure loss and flow complaints
- Mismatched Cv forces operators to “ride” the valve open or closed to achieve acceptable process conditions, eliminating any meaningful control and accelerating wear.
None of these failure modes are detectable during factory inspection. They are not manufacturing defects rather they are selection defects.
Cv Input Does Not Mean Full Calculations on Every Quote
Asking for Cv inputs does not require full calculations on every quote. It requires knowing when Cv matters and flagging those cases early.
Applications involving tight pressure margins, variable flow rates, modulating control, or customer-defined performance limits should always trigger Cv review. Ignoring Cv does not reduce complexity, it simply pushes the problem downstream as an RMA, site visit, or customer escalation.
Cv is not optional. It is fundamental to reliable valve selection.
Pressure and Temperature Must Be Evaluated Together
A valve that is rated for pressure at ambient conditions may be under-rated once temperature is introduced.
This is one of the most common hidden RMA drivers.
Common failure scenario
- Valve is selected correctly for pressure at room temperature
- Process temperature increases during operation
- Material strength or seat capability degrades
- Valve deforms, leaks, or fails prematurely
In many cases, the valve technically meets its published pressure rating, just not the actual operating temperature.
Questions that reduce this risk
Early clarification of operating conditions prevents this failure mode. At minimum, the following should be defined:
- Maximum operating pressure (including short duration peaks)
- Normal operating pressure
- Maximum operating temperature
- Any startup, shutdown, or steam-out conditions
Pressure spikes during transient conditions are especially important and frequently overlooked. Ignoring the combined effect of pressure and temperature does not create a safer margin. It creates a hidden failure point that only appears once the system is in service.
Material Compatibility Is More Than Corrosion Charts
Material failures often happen even when the base fluid is compatible.
Why? Because real systems are messier than data tables.
Corrosion charts typically assume clean, stable conditions. In practice, valves are exposed to additives, cleaning agents, fluctuating pH, solids, and external environments that are rarely captured in simplified compatibility references.
What to clarify beyond “what fluid?”
Accurate material selection requires more than naming the primary process medium. At minimum, the following should be considered.
- Additives, solvents, or cleaning agents
- pH range, not just nominal value
- Presence of solids or abrasives
- External environment, washdowns, humidity
A material that resists the process fluid may still fail due to external corrosion damage. They typically return as RMAs labeled “leak” , “seat damage” , or “premature wear”, masking the true root cause as a material compatibility issue rather than a manufacturing defect.
End Connections and Standards Cause Silent RMAs
Many RMAs originate before installation even starts.
When a valve does not match the piping standard, problems are introduced long before the system is pressurized, and those problems are often misattributed to the valve itself.
A valve that does not match the piping standard commonly leads to:
- Installation delays
- Forced field modifications
- Improvised adapters
- Leaks blamed on the valve
These issues rarely appear in factory testing. They emerge during installation or initial startup, where accountability is unclear and corrective action is expensive.
End connection questions to confirm
End connection details should be explicitly verified, not assumed. At minimum, the following must be confirmed:
- Connection type: Threaded, flanged, or welded
- Pressure class or pipe schedule
- Facing standard for flanged connections
- Any mating equipment constraints, including existing piping or adapters
Small differences in standards can create large problems in the field. These details are often assumed to be “standard” but they are rarely verified, making them a frequent source of silent, avoidable RMAs.
Actuation Errors Create Performance RMAs
Actuation-related RMAs are often misdiagnosed as valve failures. In many cases, the valve body is correct. The actuation is not.
Actuator selection determines whether the valve can achieve its intended function under real operating conditions, not just in ideal or unloaded states.
Common actuation mismatches
- Wrong fail position on power or air loss, leading to unsafe or unacceptable system behavior
- Insufficient torque under real pressure
- Duty cycle that exceed the actuator’s thermal or mechanical design limits
- Control expectations exceed valve capability
These issues often pass initial testing and only surface during operation, where they appear as intermittent failure, incomplete travel, or inconsistent performance.
Questions that catch these issues early
Upfront clarification of actuation requirements significantly reduces performance related RMAs. At minimum, the following should be confirmed:
- Manual or actuated operation
- Pneumatic or electric actuation
- Fail-safe requirement
- Expected cycle frequency
Clarifying these details upfront avoids returns that look like reliability issues.
Installation Orientation and Layout Matter
Valves are designed for specific orientations and flow directions. Ignoring this leads to failures that appear random.
In many cases, the valve itself is technically correct, but the way it is installed violates the conditions it was designed to operate under.
Orientation affects sealing, spring behavior, drainage, actuator loading, and internal wear. Layout affects accessibility, maintenance practices, and how the valve is actually used in service.
Figure 1: Ball valve flow direction markings

Flow direction markings must be respected even on seemingly symmetric valves.
Figure 2: Spring / check style orientation diagrams
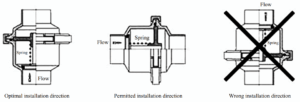
Internal components such as springs rely on gravity and flow direction for correct operation.
Installation-related questions to ask
Installation requirements should be confirmed during selection, not discovered during commissioning. At minimum, the following should be clarified:
- Horizontal or vertical installation
- Flow direction and arrow orientation
- Space constraints for maintenance
- Accessibility for service and replacement
Many RMAs occur because the valve was technically correct but installed in a way that violates design assumptions, creating failures that look like reliability problems rather than installation errors.
Real-World Example: A Preventable RMA
A distributor supplies a valve sized by line diameter for a cooling loop. On startup, the system experiences noise, vibration, and inconsistent control.
The valve is returned as defective.
In reality:
- The valve Cv was oversized by nearly 3x
- The system operated most of the time at low load
- The valve never stabilized at partial opening, operating near closed position.
The valve met its pressure rating, passed inspection, and functioned mechanically as designed. The failure was not due to manufacturing, it was due to selection.
A five-minute sizing discussion would have prevented the RMA entirely.
Build a Standard Valve Spec Question Set
The key to reducing RMAs is consistency.
Distributors who rely on individual experience see wide variability in results. Distributors who standardize their spec questions see measurable reductions in returns.
Core valve spec checklist
- Media and temperature range
- Normal and maximum flow
- Pressure and differential pressure
- Body and trim material
- End connections and standards
- Actuation and fail position
- Installation orientation
Not every quote needs deep analysis. But every quote needs these questions addressed or intentionally waived.
How to Ask Better Questions Without Slowing Quotes
The fear is always the same. More questions mean slower quotes.
In practice, better questions often speed things up by reducing rework.
Practical approach
- Ask the core checklist on all quotes
- Escalate only when answers fall outside standard ranges
- Document assumptions clearly
- Flag unknowns before ordering
This approach balances speed with risk control.
How Atlantic Valves Supports Lower RMA Rates
Reducing RMAs is a shared responsibility between distributor and supplier.
Distributors who rely on individual experience often see wide variability in outcomes. Distributors who standardize their specification questions see measurable reductions in returns, rework, and field complaints.
Atlantic Valves supports distributors by:
- Reviewing sizing assumptions when flow data is available
- Validating material and rating selections
- Providing like-for-like matching when specs change
- Supporting re-quotes quickly when field conditions shift
This reduces friction while keeping projects on schedule.
Final Takeaway
Valve RMAs are rarely caused by bad valves. They are caused by incomplete or assumed information during selection.
The fastest way to reduce returns is not stricter policies or slower quoting. It is better sizing discipline and clearer specification questions at the front end.
When distributors ask the right questions early, valves perform as expected, customers stay satisfied, and RMAs become the exception instead of the rule.